


Rüzgar Türbini 3MW-10MW Planet Taşıyıcı Dövme Parçaları





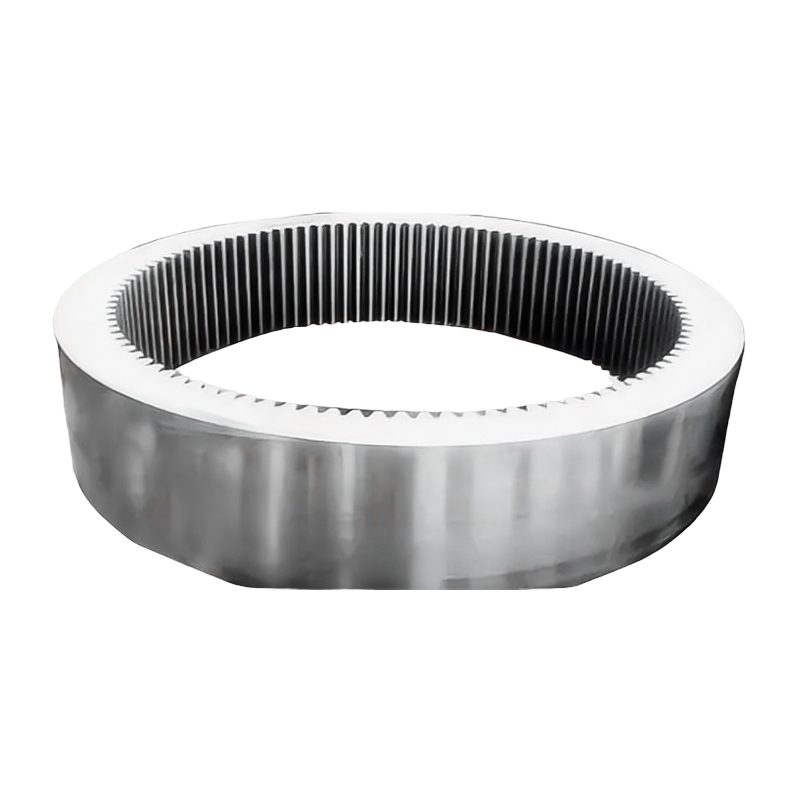
Güç aktarımı için rüzgar türbini dişli kutularında uygulanır. Üretim için yüksek kaliteli alaşımlı çelik seçilmekte olup, dövme ve ısıl işlem işlemleriyle performansı artırılmaktadır. Kurulum rehberliği ve arıza teşhis hizmetleri verilmektedir. Avantajları, dişli kutularının istikrarlı çalışmasını sağlayan ve rüzgar enerjisi dönüşüm verimliliğini artıran güçlü yorulma direncinde yatmaktadır.
ACE Group ağır sanayi üretiminde uzmanlaşmış kapsamlı bir kurumsal grup olarak faaliyet gösteren, Çin Rüzgar Türbini Şanzıman Dövme Parçaları Üreticiler ve Rüzgar Türbini Şanzıman Dövme Parçaları Fabrika. Faaliyetleri, tahrikli ve serbest dolaşımlı ağır zincirlerin dövme, ısıl işlem, hassas mekanik işleme, kaynaklı yapılar ve boya üretimini kapsamaktadır. Bu entegre yapı, makine mühendisliği endüstrisinin temel üretim süreçlerini kapsayarak teknolojik gücü büyük ölçekli üretim kapasiteleriyle birleştirir.
Ana bağlı şirketlerin detayları:
Jiangsu ACE Energy Technology Co., Ltd.: Grubun ana üretim üssü, Kasım 2025'te resmi olarak faaliyete geçmiştir. 55 dönümlük bir alanı kaplar ve toplam inşaat alanı 50.018 metrekarenin üzerindedir. Fabrika, 3, 5 ve 15 tonluk elektrohidrolik çekiçler; 1 ve 1,5 metrelik dikey halka haddeleme makineleri; enerji verimli gaz ısıtma fırınları; ısıl işlem için direnç fırınları; sertleştirme banyoları; endüksiyonla sertleştirme üniteleri; işleme merkezleri ve diğer üretim ekipmanlarıyla donatılmıştır.
Yancheng ACE Machinery Co., Ltd.: 2019 yılında kurulmuş olup, 20 dönümlük bir alanı kaplar ve inşaat alanı 13.333 metrekaredir. Entegre kaynaklı-düzeltilmiş çelik yapı üretim hattına ve hassas mekanik işleme atölyesine sahiptir.
Yancheng ACE Surface Treatment Technology Co., Ltd.: Tahrikli ve serbest dolaşımlı ağır zincirler için büyük ölçekli bir toz boyama hattı işletmektedir. Profesyonel yüzey işleme teknolojisine odaklanarak, tek katmanlı kaplama 400 mikron kalınlığa ulaşır, güvenilir korozyon ve hava koşullarına dayanıklı koruma sağlar ve ayrıca görünüm optimizasyonu çözümleri sunarak grubun ürün hizmetlerinin tam yaşam döngüsünü iyileştirir.
ACE Group malzeme bilimi, ısıl işlem, mekanik işleme ve yüzey işleme endüstrilerinde deneyime sahip genç kilit personelden oluşan bir yönetim ekibi tarafından desteklenmektedir. Uluslararası ve yerel standatlara hakimdirler, yenilikçidirler ve inovasyona bağlıdırlar. Bağlı şirket ACE Machinery, TÜV Rheinland'dan ISO 9001 kalite yönetim sistemi sertifikasının yanı sıra ISO 14001, 45001 ve 50001 sistem sertifikalarını da almıştır. Özelleşmiş, Hassas, Benzersiz ve Yenilikçi İşletme, Ulusal Yüksek Teknoloji İşletmesi olarak tanınmıştır ve 3A düzeyinde kurumsal kredi derecelendirmesine sahiptir.
Entegre MES ve ERP yönetim sistemlerine, bilgi ve sanayileşme entegrasyonuna, bulut veri depolamaya dayanarak ve modern bir enerji verimli işletme inşa etmeye çalışarak, grup kapsamlı bir kontrol sistemi sürdürür. Ölçüm araçlarına, tahribatsız muayene ekipmanlarına ve kalifiye personele sahiptir, malzeme iç kalitesinden görünüm ve boyutlara kadar sıkı kontrol uygular. Sevk edilen tüm ürünler %100 kontrol edilir, %100 kaliteli sevkiyat ve sıfır müşteri şikayeti iş felsefesini takip eder. Üretim kalite kontrolü ve teknolojik AR-GE'de bilimsel test desteği sağlamak için CNAS standartlarında bir laboratuvar kurulacak, böylece ürün kalitesi ve teknolojik inovasyon artırılacaktır.
Gelecekte ACE Group, bağlı şirketlerinin teknik avantajlarını ve endüstriyel sinerjilerini kullanmaya devam edecektir. Standartlaştırılmış üretim, uzmanlaşmış teknolojiler, entegre hizmetler ve sıkı kalite kontrol sistemi aracılığıyla, grup küresel müşteriler için verimli ve güvenilir endüstriyel üretim çözümleri sağlamayı hedefleyerek, sektörde önde gelen kapsamlı bir üretim hizmetleri sağlayıcısı olma yolunda güvenle ilerleyecektir.







Wind turbine gearbox forgings are precision-engineered metal components produced through controlled deformation of high-grade alloy steel, designed specifically to transmit and amplify rotational forces within a wind turbine's drivetrain. In simple terms, they are the structural backbone of the gearbox — converting th...
Daha fazla görDeniz sevk şaftları için, dövme miller hemen hemen her zorlu uygulamada üstün seçimdir . Dövme, tipik olarak çekme mukavemeti sağlayan sürekli, hizalanmış bir tane yapısı üretir %20 ila 40 daha yüksek Aynı alaşımdan yapılmış eşdeğer döküm şaftlara kıyasla önemli ölçüde...
Daha fazla görTasarlanan servöyle ömrü rüzgar türbini dişli kutusu dövmeleri is genellikle 20 yıl Bu, modern bir rüzgar türbininin standart çalışma ömrüne uygundur. Optimum malzeme seçimi, üretim kalitesi, yağlama yönetimi ve bakım uygulamaları altında, halka dişliler, planet taşıyıcılar, miller ...
Daha fazla gör









Rüzgar türbini dişli kutuları yenilenebilir enerji sektöründe en yüksek stresli ortamlar arasındadır. Dövme bileşenler, üstün yorulma direnci, darbe dayanıklılığı ve modern 1MW-15MW türbinlerde bulunan aşırı tork ve döngüsel yüklemeye dayanabilecek tekdüze bir tane yapısı sundukları için, döküm parçalara tercih edilir.
Rüzgar türbini dişli kutusundaki dönen parçaların ve ağır hizmet tipi yük taşıma elemanlarının çoğu dövülerek yapılmıştır:
Dişli Boşlukları: Planet Dişliler, Güneş Dişlileri ve Halka Dişlileri için kullanılan büyük diskler. Bunlar yüksek yüzey sertliği ve çekirdek tokluğu gerektirir.
Ana Miller ve Giriş/Çıkış Milleri: Bunlar, rotordan gelen muazzam torku dişli kutusunun yüksek hızlı aşamalarına iletir.
Dikişsiz Haddelenmiş Halkalar: Dış bilezik dişlileri ve yatak yatakları için kullanılır.
Kaplinler ve Flanşlar: Aktarma organları bileşenlerini birbirine bağlayan ağır hizmet tipi konnektörler.
Açık denizde veya uzak ortamlarda 20 yıl hayatta kalabilmek için malzemelerin yüksek saflıkta alaşımlı çelikler olması gerekir.
| Malzeme Sınıfı | Anahtar Özellikler | Tipik Uygulama |
| 18CrNiMo7-6 | Yüksek sertleşebilirlik, mükemmel yorulma mukavemeti. | Yüksek hızlı dişliler ve planet dişliler. |
| 42CrMo4 / 4140 | Yüksek tokluk ve orta derecede aşınma direnci. | Ana miller ve dişli kutusu giriş milleri. |
| 34CrNiMo6 | Olağanüstü sertleşme derinliği ve darbe dayanımı. | Büyük çaplı miller ve ağır hizmet tipi halkalar. |
| 43B17 | Yüksek çekirdek mukavemeti ve aşınma direnci. | Dişli boşlukları ve yüksek torklu kaplinler. |
Rüzgar türbini dişli kutusu dövmesinin üretimi katı bir sıra izler:
Külçe Eritme: Düşük kükürt ve fosfor ile ultra temiz çelik sağlamak için EF (Elektrik Ark Ocağı) LF (Rafining) VD (Vakumlu Gaz Giderme) kullanır.
Sahte Yürütme:
Büyük şaftlar için Açık Kalıpta Dövme.
Yüksek hassasiyetli dişliler ve kaplinler için Kapalı Kalıpta Dövme.
Yüksek mukavemetli dairesel bileşenler için Halka Haddeleme.
Isıl İşlem: Tane yapısını iyileştirmek için Normalleştirme, Söndürme ve Temperleme gibi kritik adımlar. Dişliler, sünek bir çekirdeği korurken sert bir yüzey elde etmek için sıklıkla Karbonlama (Sertleştirme) işlemine tabi tutulur.
Hassas İşleme: $\pm 0,001$ inç kadar sıkı toleransları karşılamak için CNC kaba tornalama ve son taşlama.
Rüzgar dişli kutuları, türbin ömrünün "zayıf noktası" olmakla ünlüdür, bu nedenle testler sıkıdır:
Ultrasonik Test (UT): Kalın dövmelerin merkezindeki iç boşlukları veya metalik olmayan kalıntıları tespit etmek zorunludur.
Manyetik Parçacık Muayenesi (MT): İşleme sonrasında yüzeydeki mikro çatlakları bulmak için kullanılır.
Tane Akışı Doğrulaması: Mukavemeti en üst düzeye çıkarmak için metalin "akış çizgilerinin" parçanın geometrisine uymasını sağlamak.
Uyumluluk: ISO 61400-4 (Rüzgar türbini dişli kutuları için tasarım gereklilikleri) ve AGMA 6006 gibi standartları karşılamalıdır.
S: Neden bu dişliler için döküm kullanmıyorsunuz?
C: Dökümde genellikle küçük gözenekler veya "büzülme" kusurları bulunur. Bir rüzgar türbininde tek bir kusur, gerilimi artırıcı etki yapabilir ve şiddetli rüzgarlarda dişli dişinin kırılmasına yol açabilir. Dövmeler aslında "boşluksuzdur".
S: Bu dövme parçalara yönelik en büyük tehdit nedir?
C: Mikro Çukurlaşma ve Beyaz Aşındırma Çatlakları (WEC). Bunlar, dalgalanan yüklerin ve yağlayıcılarla kimyasal etkileşimlerin birleşiminden kaynaklanan yüzey seviyesindeki yorulma sorunlarıdır.
S: Özel bir dişli kutusu milinin imalatı ne kadar sürer?
C: Malzeme saflığı gereklilikleri ve ısıl işlem döngüleri nedeniyle, teslim süreleri geleneksel olarak 20 ila 52 hafta arasında değişir, ancak uzmanlaşmış "hızlandırılmış" üreticiler bu süreyi yaklaşık 10 haftaya düşürebilir.
