

Sektör Haberleri
Ana sayfa / Haberler / Sektör Haberleri / Rüzgar Türbini Şanzıman Dövme Parçalarının servis ömrü nedir?
 Ana sayfa / Haberler / Sektör Haberleri / Rüzgar Türbini Şanzıman Dövme Parçalarının servis ömrü nedir?
Ana sayfa / Haberler / Sektör Haberleri / Rüzgar Türbini Şanzıman Dövme Parçalarının servis ömrü nedir? 
Sektör Haberleri
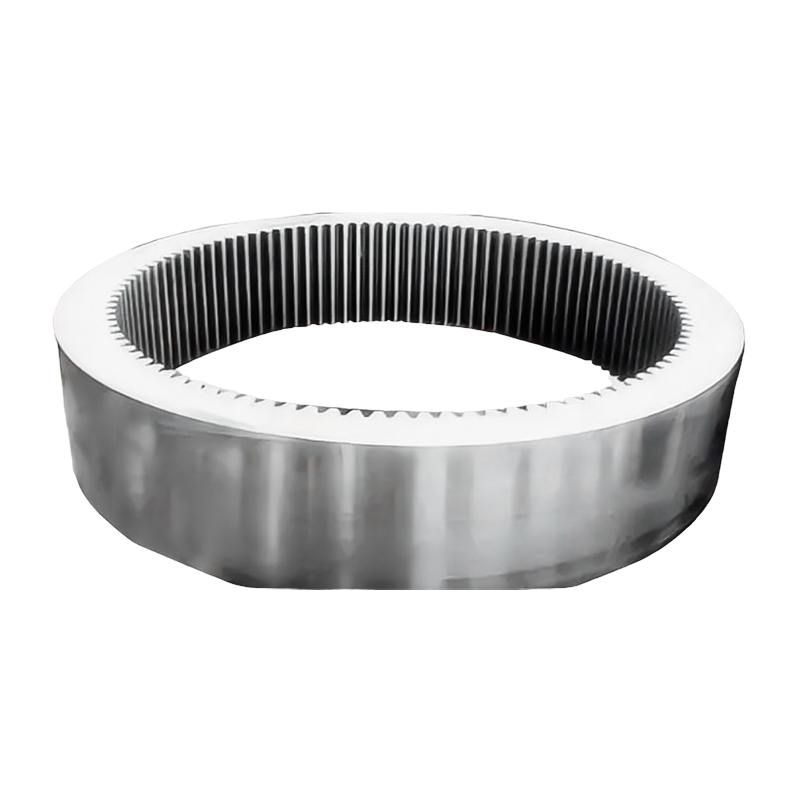
Rüzgar Türbini Şanzıman Dövme Parçalarının servis ömrü nedir?
2026-05-08
Tasarlanan servöyle ömrü rüzgar türbini dişli kutusu dövmeleri is genellikle 20 yıl Bu, modern bir rüzgar türbininin standart çalışma ömrüne uygundur. Optimum malzeme seçimi, üretim kalitesi, yağlama yönetimi ve bakım uygulamaları altında, halka dişliler, planet taşıyıcılar, miller ve flanşlar dahil olmak üzere yüksek performanslı dövme bileşenler bu hedefi karşılayabilir veya aşabilir. Ancak gerçek hizmet ömrü, yük döngülerine, çevre koşullarına ve bakım disiplinine bağlı olarak önemli ölçüde değişiklik gösterir ve bazı tesislerde dövme parçaların hayatta kaldığı belgelenmiştir. 25 yıl veya daha fazla değiştirilmeden.
Neden 20 Yıl Endüstri Tasarım Standardıdır?
Rüzgar türbini aktarma organları bileşenlerinin 20 yıllık tasarım ömrü keyfi değildir; rüzgar enerjisi projelerinin mali ve yapısal çerçevesinden türetilmiştir. Rüzgar çiftliği finansman anlaşmalarının, enerji satın alma sözleşmelerinin ve izin onaylarının çoğu 20 yıllık bir proje dönemi etrafında yapılandırılmıştır, dolayısıyla türbin tasarımcıları tüm önemli yapısal ve mekanik bileşenleri bu süre boyunca güvenli yorulma sınırları içinde kalacak şekilde tasarlar.
Özellikle dövme dişli kutusu parçaları için IEC 61400-1 standardı, rüzgar türbini tasarım yüklerini yönetir; dişli ve yatak bileşenleri ise ISO 6336 (dişli yorgunluğu) ve ISO 281'e (yatak ömrü) göre boyutlandırılır. Bu standartlar, toplu olarak bir hedefi hedefleyen yük spektrumlarını, güvenlik faktörlerini ve yorulma hesaplamalarını tanımlar. %97,5 güvenilirlik seviyesinde minimum 20 yıllık tasarım ömrü kritik aktarma organları dövmeleri için.
Operatörlerin, yatırım getirisini en üst düzeye çıkarmak için türbinleri orijinal tasarım ömrünün ötesinde çalıştırmaya çalıştığı ömrünü uzatma projelerine olan ilginin artmasıyla birlikte, birçok dövme bileşen artık bu doğrultuda tasarlanıyor. 25 veya 30 yıllık yorgunluk ömrü daha yeni türbin tasarımlarında bakım protokollerinin titizlikle takip edilmesi sağlanır.
Dövme Şanzıman Parçalarının Hizmet Ömrünü Belirleyen Temel Faktörler
Hizmet ömrü yalnızca tasarımın bir işlevi değildir; malzeme kalitesi, üretim hassasiyeti, operasyonel yükleme ve bakım kalitesinin kümülatif sonucudur. Aşağıdaki faktörler ölçülebilir en büyük etkiye sahiptir:
Malzeme Sınıfı ve Temizlik
Rüzgar türbini dişli kutusu dövme parçaları, çoğunlukla yüksek alaşımlı çeliklerden üretilir. 18CrNiMo7-6, 20MnCr5 veya 42CrMo4 , çekirdek tokluğu ve yüzey sertleşebilirliği kombinasyonu nedeniyle seçilmiştir. Çeliğin temizliği (özellikle sülfitler ve oksitler gibi metalik olmayan kalıntıların içeriği) kritik öneme sahiptir: kabul edilen eşiklerin üzerindeki kalıntı içeriği, yorulma çatlakları için başlangıç bölgeleri görevi görür. Aşağıda oksijen içeriğine sahip vakumla gazı giderilmiş, potayla rafine edilmiş çelikler Dakikada 15 sayfa Geleneksel olarak eritilmiş çeliklerle karşılaştırıldığında dönerek bükme testlerinde önemli ölçüde daha uzun yorulma ömrü gösterirler.
Dövme Prosesi ve Tane Yapısı
Dövme işlemi, çelik külçelerin döküm halindeki tane yapısını, bitmiş bileşenin geometrisini takip eden yoğun, yönlü bir tane akışına dönüştürür. Bu tane akışı hizalaması, yorulma çatlağı yayılmasına karşı direnci artırır. İşlenmiş çubuk stokuna kıyasla %20–40 Karşılaştırmalı yorulma testi verilerine göre aynı malzeme sınıfında. Kontrollü indirgeme oranlarına sahip kapalı kalıpta dövme, gezegen taşıyıcı ağlar gibi kalın duvarlı bölümler de dahil olmak üzere kesit boyunca tutarlı tane incelmesi sağlar.
Isıl İşlem Kalitesi
Durum sertleştirme süreçleri - tipik olarak karbürleme ve ardından su verme ve temperleme — sert bir çekirdek üzerinde sert, aşınmaya dayanıklı bir yüzey katmanı (tipik olarak 0,8–2,0 mm etkili kasa derinliği) oluşturun. Kasa-çekirdek arayüzünde ortaya çıkan kompresif artık gerilimler, diş kökü ve yan temas bölgesinde yorulma çatlağının başlamasını geciktiren birincil mekanizmadır. Karbürleme atmosferindeki, sıcaklık tekdüzeliğindeki veya söndürme oranındaki sapmalar, tekdüze olmayan kasa derinliğine veya bunun üzerinde tutulan ostenit seviyelerine neden olur %25 her ikisi de yorulma ömrünü ölçülebilir şekilde azaltır.
Gerçek ve Tasarım Yük Spektrumu
Dişli kutusu dövme parçaları, türbinin saha rüzgar sınıfına göre hesaplanan bir yük spektrumuna göre boyutlandırılır. Bir türbin, tasarım ortalama rüzgar hızının üzerinde veya daha sık türbülanslı rüzgarların olduğu bir sahaya kurulduğunda, kümülatif yorulma hasarı, tasarım modelinin tahmin ettiğinden daha hızlı birikir. Saha çalışmaları, yüksek türbülanslı kara sahalarına kurulan dişli kutularının teorik yorulma ömrünü tüketebileceğini göstermiştir. 12-15 yaş Dövme parçaların kendisinde üretim hatası olmasa bile 20 yerine.
Yağlama ve Kirlilik Kontrolü
Dişli dişi temas bölgesindeki yağlayıcı film kalınlığı, yüzey yorulmasını (mikro çukurlaşma ve makro çukurlaşma) önleyen temel faktördür. Lambda oranı (yağ filmi kalınlığının kompozit yüzey pürüzlülüğüne oranı) altına düştüğünde 1.0 metal-metal teması oluşur ve yüzey yorulması hızla başlar. Yukarıdan su girişi hacimce %0,1 Şanzıman yağında bulunan bu madde, hidrojen kırılganlığını teşvik ederek ve yağlayıcı film mukavemetini azaltarak yatak ve dişli yüzeyi yorulmasını önemli ölçüde hızlandırır. ISO 4406 temizlik sınıfı 16/14/11'in üzerindeki kirletici parçacık sayıları, rüzgar dişli kutusu izleme programlarındaki rulman ömrünün kısalması ile doğrudan ilişkilendirilmiştir.
Dövme Bileşen Türüne Göre Hizmet Ömrü Karşılaştırması
| Dövme Bileşen | Tipik Tasarım Ömrü | Ortak Arıza Modu | Yaşamı Sınırlayan Faktör |
|---|---|---|---|
| Halka dişli (halka) | 20-25 yıl | Diş kökü bükülme yorgunluğu | Kasa derinliği tekdüzeliği, yük spektrumu |
| Gezegen taşıyıcı | 20 yıl | Ağ bağlantı noktalarında yapısal yorgunluk | Gerilme konsantrasyonu, dövme tane akışı |
| Düşük hızlı şaft (LSS) | 20-25 yıl | Burulma yorgunluğu, kama yuvalarında sürtünme | Yüzey kalitesi, uyum toleransları |
| Yüksek hızlı şaft (HSS) | 20 yıl | Rulman yuvalarında yüzey çukurlaşması | Yağlama kalitesi, hizalama |
| Dişli flanşları ve kaplinler | 20–30 yıl | Cıvata deliklerinde yorulma çatlaması | Cıvata ön yüklemesi, korozyon koruması |
Yorulma Direnci Dövülerek Nasıl Oluşturulur?
Yorulma direnci (çatlak oluşumu olmadan milyonlarca tekrarlanan gerilim döngüsüne dayanma yeteneği) bir dişli kutusu dövmesinin en önemli özelliğidir. Bunu en üst düzeye çıkarmak için çeşitli üretim adımları birlikte çalışır:
- Dişli diş yanlarının ve köklerinin bilyeli dövülmesi yüzeyde 600-800 MPa'ya varan artık basınç gerilimleri oluşturarak, diş yüklemesi sırasında oluşan ve aksi takdirde çatlak ilerlemesine neden olacak çekme gerilimlerine doğrudan karşı koyar.
- Kontrollü dövme azaltma oranları Orijinal külçe dendritik yapısının tamamen parçalanmasını ve dövme kesiti boyunca tek biçimli tane boyutunu sağlamak için en az 4:1 oranı belirtilir.
- Ultrasonik test (UT) ve manyetik parçacık denetimi (MPI) Rüzgar enerjisi uygulamalarına yönelik dövme dişli kutusu parçalarının %100'üne uygulanarak görsel olarak tanımlanamayan iç ve yüzey süreksizliklerini tespit eder.
- Söndürmeden sonra temperleme sertliği korurken martensitik dönüşümün getirdiği kırılganlığı azaltır 58–62 HRC dişli diş bileşenleri durumunda.
- Sıkı boyut toleransları (dişli doğruluk derecesi AGMA 11 veya ISO 5 eşdeğeri), diş aralığı ve profil hatalarından kaynaklanan dinamik yük artışını en aza indirir ve iletilen nominal torka göre yorulma yükünü doğrudan azaltır.
Dövme Hizmet Ömrünü Uzatan Bakım Uygulamaları
Bakımın ihmal edilmesi durumunda en yüksek kalitedeki dövme parçalar bile vaktinden önce arızalanacaktır. Aşağıdaki uygulamaların dişli kutusu dövme ömrü üzerinde olumlu etkisi belgelenmiştir:
Yağ Numune Alma ve Analizi
Düzenli yağ numunesi alma — genellikle her 3-6 ay — makroskobik hasar oluşmadan önce dişli ve yatak yüzeylerindeki aşınma kalıntılarını erken tespit eder. Yağ örneklerinin ferrografik analizi, dişli dişlerindeki mikro karıncalanmaları şu kadar tanımlayabilir: 6-12 ay görünür dökülmeye ilerlemeden önce, acil değişim yerine planlı bakım müdahalesine olanak tanır.
Titreşim İzleme
Dişli kutusu muhafazasına monte edilen ivmeölçerler aracılığıyla sürekli titreşim izleme, dövme parçalardaki belirli arıza modlarının karakteristiği olan dişli ağ frekansı harmoniklerini ve yatak arızası frekanslarını yakalar. Otomatik alarm eşiklerine sahip durum izleme sistemleri, operatörlerin anormal titreşim işaretlerini tespit etmesine olanak tanır felaketle sonuçlanacak bir başarısızlıktan haftalar, aylar önce planlanmamış arıza sürelerini ve bitişik bileşenlere verilen ikincil hasarı azaltır.
Hizalama ve Tork Kolu Muayenesi
Rotor mili ile dişli kutusu girişi arasındaki yanlış hizalama, dişli diş yüzeyleri arasında eşit olmayan yük dağılımına neden olarak dişin bir ucunun orantısız derecede yüksek yükler taşımasına neden olur. Yukarıdaki yan yük dağıtım faktörü değerleri K_H_beta = 1,3 (ISO 6336'ya göre) uzun vadeli yorulma ömrüne zarar verdiği kabul edilir. Aktarma organları hizalamasının yıllık muayenesi ve düzeltilmesi, planet taşıyıcı ve halka dişli dövmelerindeki yorulma hasarı birikim oranını ölçülebilir şekilde azaltabilir.
Cıvata Torku Doğrulaması
Yapısal dövme flanşlar ve taşıyıcı düzenekler, bağlantı bütünlüğünü korumak için doğru cıvata ön yüklemesine dayanır. Gevşek bağlantı elemanları, birleşme yüzeylerinde mikro harekete izin vererek cıvata deliklerinde sürtünme aşınması ve yorulma çatlakları oluşturur. Her büyük servis aralığında tork doğrulaması - genellikle yılda bir kez veya sonrasında 50.000 çalışma saatine eşdeğer — Flanş çatlağı tespit edilene kadar normalde görülemeyen, ilerleyici bağlantı gevşemesini önler.
Yaşamın 20 Yıl Ötesine Uzatılması
Küresel rüzgar filosu yaşlandıkça, mevcut türbinlerin ömrünün uzatılması ekonomik açıdan önemli bir seçenek haline geldi. Kuleleri ve temelleri yapısal olarak sağlam kalan ancak orijinal tasarım ömrü 20 yıla yaklaşan türbinler, sürekli çalışma açısından değerlendirilebilir; dişli kutusu dövmeleri önemli bir değerlendirme öğesidir.
Dövme dişli kutusu parçalarının ömrünü uzatma değerlendirmeleri genellikle şunları içerir:
- Yorgunluk tüketimi hesaplaması - Miner kuralını kullanarak kalan yorulma ömrünü belirlemek için gerçek yük geçmişini (SCADA verilerinden) orijinal tasarım yük spektrumuyla karşılaştırmak
- Tahribatsız muayene - Dişli dişlerinin boroskop muayenesi, erişilebilir dövme yüzeylerinin boya penetrantı veya manyetik parçacık muayenesi ve taşıyıcı ağların ultrasonik kalınlık ölçümü
- Yağ analizi trend incelemesi — yüzey yorulma ömrünün sonuna yaklaşan bileşenleri belirlemek için aşınma metali konsantrasyonları ve parçacık sayımlarındaki uzun vadeli eğilimin değerlendirilmesi
- Bileşen değişimini yeniden güçlendirme — HSS ve yatak yuvaları gibi yüksek aşınmaya sahip dövme parçaları seçici olarak değiştirilirken, halka dişli ve planet taşıyıcı gibi yapısal olarak sağlam ana dövme parçaları korunur
Yapılandırılmış ömür uzatma protokollerini takip eden projeler, orijinal dövme malzemelere sahip türbin dişli kutularını başarıyla çalıştırmıştır. İlk tasarım ömrünün 5-10 yıl ötesinde Aksi takdirde hizmet dışı bırakılacak olan altyapıdan gelir elde etmek.
Şanzıman Dövme Parçalarının Hizmet Ömrünün Sonuna Yaklaştığını Gösteren İşaretler
Erken uyarı işaretlerini tanımak, operatörlerin ani arızalara yanıt vermek yerine proaktif olarak değiştirmeleri planlamalarına olanak tanır. Temel göstergeler şunları içerir:
- Yağ numunelerinde yükselen demir (Fe) ve krom (Cr) konsantrasyonları - numune alma aralığı başına 5 ppm'den fazla artan değerler, dişli veya mil yüzeyindeki aşınmanın hızlandığını gösterir
- Titreşim spektrumlarında dişli ağ frekansı yan bantları - dişli ağ harmonikleri etrafındaki genlik modülasyonu yan bantları, dövme dişli bileşenlerinde diş profili hasarının oluştuğunu gösterir
- Boroskop muayenesi sırasında görünür diş yüzeyi yorgunluğu — aktif diş yan alanının %10'undan fazlasını kaplayan mikro karıncalanma çoğu dişli kutusu bakım standardında planlı değiştirme için bir kriterdir
- Şanzıman çalışma sıcaklığının arttırılması — aynı ortam koşullarında geçmiş referans çizgisinin üzerinde 5°C'nin üzerinde sürekli bir artış, yağlama koşullarının bozulduğunu veya aşınmış bileşenlerden kaynaklanan dahili sürtünmeyi akla getirir
- Çalışma sırasında anormal gürültü — Şaftın dönme frekansında veya dişli ağ frekansındaki darbe tipi gürültü, dövme dişli bileşenlerinde diş kırılmasını veya parçalanmasını gösterir







Haberler
Hemen Bize Mesaj Gönderin!
-
Mobil Terminal
-
Hızlı Bağlantılar
Ürünler Hakkımızda Ekipman ve Kapasite Kalite Haberler Bize Ulaşın -
Ürün Kategorisi
Elektrik Gücü Enerji Dövmeleri Gemi ve Liman Makinaları Dövmeleri Madencilik ve Metalurji Dövmeleri Gıda ve Yem Makineleri Dövmeleri Petrokimya Endüstrisi Dövmeleri Kaynak İmalatı ÖZELLEŞTİRİLMİŞ PARÇALAR -
Bize Ulaşın
Mob.: +86-173 7218 0878 Tel.: +86-515-8389 0396 E-mail: ivy.zhai@aceprocess.cn Add.: No.21 Jinfeng Yolu, Ekonomik Kalkınma Parkı, Dafeng Bölgesi, Yancheng Şehri, Jiangsu, Çin
Telif hakkı © 2025 Yancheng ACE Machinery Co., Ltd. Tüm Hakları Saklıdır.
Çin açık kalıp dövme üreticisi
özel hassas dövme tedarikçisi
